

 当前位置:
当前位置:-
新闻资讯
- 激光应用
- 行业资讯
- 久恒风采
销售热线:17758118083
电话:0577-66871553
邮箱:sale@highlaser.cn
1688网店:https://laser2015.1688.com
总公司地址:浙江省瑞安市阁巷新区东二路138号32幢

激光热传导焊接是指激光沿板件的接缝处熔化匹配零件,熔化材料流到一起并凝固形成焊缝。它一般用于薄壁零件的角焊缝连接,熔深只有几十分之一毫米至1毫米。激光钎焊是指相配零件通过填充材料或钎料连接在一起,钎焊过程中钎料熔化而母材不熔化,熔化的钎料会流入零件之间的间隙并与工件表面扩散结合。激光熔焊是指激光束使工件材料熔化、蒸发,并穿透工件的厚度方向形成狭长孔洞,随着孔洞移动冷却而形成焊缝。
在汽车行业中,激光钎焊与激光熔焊是常用的工艺。本文将详细讨论汽车白车身激光钎焊与激光熔焊缺陷的成因及应对措施。
1 激光钎焊与激光熔焊质量的影响因素
激光焊接系统复杂,影响焊接质量的因素很多。

(1) 零件间匹配激光焊接过程中热输入集中,对零件间的匹配要求很高。以激光钎焊为例,当车顶与侧围的Y向离缝偏大时,会导致焊缝下陷甚至漏出。以激光熔焊为例,当门框内外板离焊缝大于0.5mm时,会导致焊缝正面焊穿而背面未焊透。
(2) 焊缝表面粗糙度当焊缝表面有油污、灰尘等时会导致激光焊焊缝被氧化或有气孔,粗糙度大。
(3) 激光功率对于激光钎焊来说,焊接过程中存在激光能量密度阈值,低于此值,焊丝熔化质量差,金属溶液流动性差;超过此值,金属熔液流动性加强,容易形成优良焊缝,但如果超出过多,则会造成母材过烧或烧穿。对于激光熔焊来说,激光功率过低会导致焊缝背面未焊透;功率过高,会烧蚀合金元素,造成焊缝正面凹陷甚至焊穿。
(4) 焊接速度与送丝速度:对于激光钎焊来说,焊接速度越快,送丝速度越低,钎缝的余高越小,反之亦然。对于激光熔焊来说,不需要填充焊丝,焊接速度高时可能会有未焊透的现象;焊接速度低时,会有焊缝粗糙、热影响区大、烧穿等现象。
(5) 焊丝或母材的激光吸收率对于激光钎焊来说,焊丝的激光吸收率决定了焊丝的润湿与铺展性能,对于激光熔焊来说,母材激光吸收率越高,激光工艺的实现越容易。如果母材激光吸收率越低,焊接难度越大,工艺性越差。
(6) 光束斑点大小它决定了功率密度和焊缝宽度,衡量标准为光束参数乘积,即BPP。BPP值越小,激光能量越集中,光束质量越好。BPP示意图如图1所示。对于激光钎焊来说,为了保证焊丝的充分润湿铺展,一般要求BPP值为焊丝直径的2倍;而对于激光熔焊,为了保证熔深和热影响区较小,一般要求BPP值小于2.4mm。
(7) 送丝开关时间与激光开关时间:对于激光钎焊,在起焊和停焊时,要匹配好出光、送丝、机器人运动之间的协作关系,否则容易出现缺料、多料、夹料、烧穿和粘丝等缺陷。激光熔焊不受这些因素的影响。
2 激光钎焊的常见缺陷成因和应对措施
光钎焊有如下常见的缺陷。
(1) 焊缝塌陷,焊丝下漏这是缺陷中最严重的一种。它一般与冲压件尺寸、焊接件缝隙匹配有关。当缝大于0.5mm时,焊丝不足以润湿铺展整个钎缝,并且熔化态的焊丝还会沿着缝隙漏出。该缺陷的长期控制措施包括优化冲压单件状态,改善焊接件的缝隙匹配等。一般采用MIG焊补焊并打磨进行临时返工。
(2) 焊缝偏移,焊接过程中隙中而是偏向母材的一侧。进行焊缝断面金相观察时,可以发现它的2个焊趾大小不同。焊缝偏移产生的原因有3种:1、焊丝不在激光焦点正中央;2、焊丝未填充在2个焊接件的角平分线上,或者焊丝Y向位置偏差较大;3、焊接过程中,钎焊镜组的Y向侧向力设置不正确。
为了解决焊缝偏移的产生,通常我们会采取如下措施:
1、调整激光焦点;
2、设置好焊丝与焊接件的夹角及焊丝的Y向位置;
3、在焊接过程中,给钎焊镜组设置一个100~150N的侧向力,或者设定为焊缝跟踪模式。
当缺陷不严重时,可以通过打磨一侧焊趾进行临时返工;当偏移严重时,需要打磨整条焊缝后采用MIG焊进行补焊。
(3) 气孔气孔是钎焊焊缝的常见缺陷,气孔产生的原因有两种情况:一是,焊缝表面不清洁,水、油渍及金属氧化膜产生的氢气孔;二是,双面镀锌钢中的锌蒸汽在钎缝中产生的气孔。
为了防止气孔的产生,在激光钎焊前要保证工件被焊面的清洁度。对于锌蒸汽产生的气孔,可以通过调整工艺参数来加以抑制,焊接速度、激光功率和保护气体都可以影响锌蒸汽气孔的生成。一般采用2,800~3,300W的激光钎焊功率和50~70mm/s的焊接速度可以收到较好效果。采用氩气等惰性气体保护钎缝,可以防止熔池氧化,抑制气泡的形成。对于大的气孔,一般钎缝打磨后采用Zn粉混合胶水涂敷的临时返工措施,小气孔无需返工。
(4) 引弧及收弧时焊丝填充不足或过剩。它的产生原因为激光开启与关闭,送丝开启与关闭的时间设置不合理。长期措施需要优化工艺参数,一般引弧端,提前4ms送丝,提前2ms开启激光;在收弧端,一般延迟2ms停止送丝,延迟5ms关断激光。
(5 )母材熔化:母材熔化产生的原因主要有:焊丝偏离激光焦点;机器人Y向轨迹有偏差;激光光斑偏大。
长期控制措施包括校正焦点,校正机器人轨迹,或者通过调整光学比来调整激光光斑大小等,一般不采取临时返工措施。
(6)焊缝粥状与焊缝不平整它主要由于送丝过程不流畅导致。长期措施需要检查送丝速度是否稳定,送丝轮是否磨损,压紧力是否太大,送丝管是否干涉,送丝电流是否太大等。临时返工措施一般打磨后MIG焊补焊再打磨。
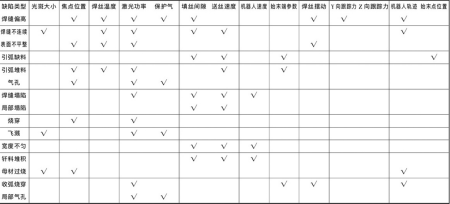
(7)焊丝润湿铺展性差即焊缝在与母材连接面有未熔合区域,甚至存在锯齿状缺陷。它的产生原因是在冲压过程中,焊缝处母材的镀锌层脱落,导致母材对激光折射率增大,焊接过程中母材温度偏低,焊丝润湿铺展性差。它的长期措施需要在冲压过程中优化工艺,临时措施可以通过锌粉与胶水混合后涂敷来返工因为激光钎焊工艺影响因素多,根据以往经验,列出缺陷原因分析供参照,见表1。
3 激光熔焊的常见缺陷成因分析及应对措施
激光熔焊过程中,激光束对熔池的搅动、母材合金元素的蒸发、熔池的温度梯度以及金属蒸汽等都会影响焊接的质量。下面具体分析激光熔焊缺陷。
(1) 未焊透与未熔合未焊透与未熔合是严重的激光熔焊缺陷,产生原因是焊缝处激光能量低。
焊缝处激光能量低的影响因素有这几个方面:激光功率低;熔焊镜组保护镜片脏,甚至破裂,影响了激光透过率;激光焦点偏移焊缝或者光束入射角偏斜。
这种缺陷的长期解决措施为:1.设置好激光功率参数;2.定期检查并更换熔焊镜组保护镜片;3.校准激光焦点并保证激光入射角为90°。
该缺陷的临时返工措施有正面点焊或者焊缝背面打磨后,进行CO2焊塞焊并打磨。
(2) 烧穿如果仅首层板烧穿,那么缺陷原因是板材之间间隙过大;如果整个焊缝都被烧穿,可以确定焊接参数设置不当。这种缺陷的长期控制措施是保证板材间隙小于0.2mm,并设置恰当的激光功率及焊接速度。对于首层板烧穿,一般可以采用MIG补焊并打磨进行返工;如果整个焊缝均被烧穿。则焊接工件按报废处理。
(3) 气孔气孔是激光熔焊过程中常见的缺陷,产生原因如:激光熔焊过程中熔池的形状与体积不稳定,光束不断在母材形成并关闭小孔;金属表面锌蒸汽来不及逸出;焊缝表面不清洁,有油渍、水分或金属氧化层。
控制措施有:协调好激光功率与焊接速度尽量保证熔池的稳定性,并给予锌蒸汽逸出的时间;做好焊缝表面的清洁工作:如果气孔较小或者非贯通孔都不会影响力学性能,无需临时返工;如果气孔为贯通孔且较大,一般采用MIG焊补焊并打磨。
(4) 焊缝正面凹陷焊缝正面凹陷的原因为飞溅过大或者合金元素烧损严重,与激光功率及焊接速度有关。控制措施为减小激光功率并提高送丝速度。当焊缝凹陷深度小于母材厚度的30%时,无需返工;当凹陷程度大于母材厚度的30%时需要报废处理。
(5) 裂纹激光焊缝中的裂纹有热裂纹和冷裂纹2种,热裂纹是由于焊接熔池冷却速度快,结晶部位在凝固过程中承受收缩应力过大,造成焊缝沿晶界开裂。激光熔焊过程中热裂纹并不常见,一般可以通过优化焊接工艺参数来实现。冷裂纹主要是焊缝中氢含量高,造成焊缝在应力集中区域沿晶界或者穿晶界开裂。对于冷裂纹需要做好焊前焊缝的清洁工作,焊接过程中可以采用惰性气体保护来控制。一般短裂纹与非内部贯通裂纹不影响焊缝强度,无需返工;但是出现长裂纹与内部贯通裂纹,其焊接件需报废处理。
表1
4 结论与展望
激光焊接研究的首要目标就是辨析影响激光焊接稳定性和重现性的参数,并寻求控制这些参数的方法。检测激光焊接产生的声光发射信号是监控焊接条件的重要方式,记录并分析这些声光信号,将其转换为控制信号,并送回反馈回路,然后调整激光焊接控制系统,控制焊缝及焊接接头缺陷的产生。新一代激光焊接系统中,如TRUMPF公司的WIN-LAS及LASERLINE公司的LL-CONTROL控制系统均可以实现监控—反馈—调节的过程。通过由光、声或等离子监测系统发回的反馈,可以实时变化激光功率以适应焊接条件的改变,从而优化焊接过程。随着技术的发展、智能化及神经网络化监控系统的研发应用,相信激光焊接的缺陷会得到进一步控制,质量更加稳定可靠,激光焊接的应用前景会更加广泛。
