

 当前位置:
当前位置:-
应用案例
- 机械制造
- 激光修复/再制造
- 五金工具
- 模具行业
联系我们

扫一扫关注我们
销售热线:17758118083
电话:0577-66871553
邮箱:sale@highlaser.cn
1688网店:https://laser2015.1688.com
总公司地址:浙江省瑞安市阁巷新区东二路138号32幢



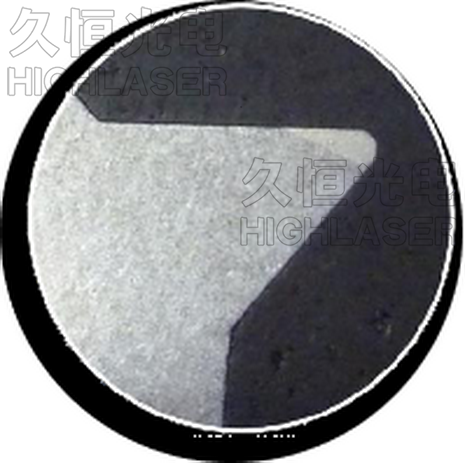
模具刃口激光淬火
目的:提高金属刃口的硬度,超低变形量
现状:目前采用氮化工艺,氮化层深度0.03mm,刃口部分的耐久性非常差。另外,当使用堆焊来修补刃部分的时候会产生氮气,堆焊区域会出现小孔。
要求:对刃部进行淬火,控制变形量,提高使用寿命,淬火层深大于0.5mm。
激光淬火来解决问题!
只对需要强化的刃口做精确淬火;
将变形量控制在0.01mm以内,精加工⇒热处理⇒完成。
材质:55#钢;淬火硬度:HRC62-63;淬火深度:0.5mm;淬火后变形量:0.01㎜以内
大家都在看



